نقش فیلترپرس در فرایند تولید سرامیک ، کاربرد دستگاه فیلتر پرس در سرامیک سازی ، جداسازی جامد از مایع در صنعت سرامیک به کمک دستگاه فیلترپرس ، فنآوری فیلتر پرس و تغییرات بزرگ در صنعت سرامیک سازی
صفحه فیلتر پرس برای تولید سرامیک :
سرامیک دقیقا چیست؟
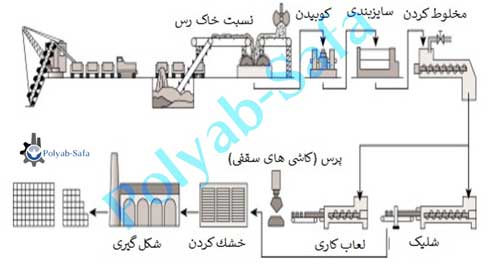
سرامیک ها را می توان به عنوان دسته ای از جامدات غیرآلی و غیرفلزی تعریف کرد که برای استفاده در تولید در معرض دماهای بالا قرار می گیرند. محصولات سرامیکی از خاک رس تصفیه نشده و ترکیبی از خاک رس تصفیه شده و مواد معدنی غیر پلاستیکی پودری یا دانه بندی شده تولید می شوند. این شامل ظروف سفالی، ظروف سنگی، ظروف چینی، چینی و غیره است. برای ایجاد این محصولات نهایی، ماده سرامیک باید فرآیند تولید را طی کند که به شرح زیر است :
مرحله شماره 1: آسیاب و تهیه مواد خام
مواد اولیه مورد استفاده در فرآیند، مواد آسیاب شده است. آنها اغلب دراندازه بزرگ به اندازه های کوچکتر هستند یا در برخی موارد بسته به محصول نهایی پودر شده اند. هدف این است که هر گونه ناخالصی را در مواد آزاد کنیم که امکان اختلاط و شکلدهی بهتر را فراهم میکند، که در هنگام شلیک، ماده واکنشپذیرتری تولید میکند.
مرحله شماره 2: سایز بندی
در طی این مرحله، موادی که تحت فرآیند آسیاب و تهیه قرار گرفتهاند باید اندازهبندی شوند تا مواد مطلوب را از مواد غیرقابل استفاده جدا کند. با کنترل اندازه ذرات، در نتیجه به شما چسبندگی مناسب و سطح صاف روی محصول نهایی را می دهد.
مرحله 3: دسته بندی
این فرآیند را میتوان به نام «ترکیب» نیز نامید که مقدار، وزن و ترکیب اولیه مواد خام را محاسبه میکند.
مرحله چهارم: مخلوط کردن
برای به دست آوردن مواد شیمیایی و فیزیکی یکنواخت تر قبل از تشکیل، اجزای تشکیل دهنده پودر سرامیک با استفاده از روش اختلاط یا بلنگ کردن ترکیب می شوند. اغلب، آسیاب های ماشین آلات به صورتی هستند که هنگام برخورد با مخلوط های خشک مورد استفاده قرار می گیرند. همچنین افزودن بایندرها یا نرم کننده ها نیز مهم است. برای مخلوط های دوغاب مرطوب، یک فیلتر پرس آب را از دوغاب خارج می کند و بدنه رسی را از مخلوط خارج می کند. برای این مخلوطهای مرطوب، دفلوکولانتها و عوامل ضد کف اضافه میشوند تا پردازش مواد را بهبود بخشند.
مرحله پنجم: شکل گیری
برای این مرحله، موادی مانند پودرهای خشک، خمیرها یا دوغاب ها یکپارچه و قالب گیری می شوند تا یک بدنه منسجم برای محصول مورد نظر تولید شود.
مرحله ششم: خشک کردن
مواد تشکیل شده آب و چسب را در مخلوط خود نگه می دارند که می تواند باعث انقباض و تاب برداشتن محصول شود. به طور کلی، خشک کردن جابجایی متداول ترین روشی است که در آن هوای گرم در اطراف قطعه سرامیکی به گردش در می آید و خطر به وجود آمدن نقص را در محصول نهایی کاهش می دهد.
مرحله هفتم: لعاب کاری
با اشاره به پردازش سنتی سرامیک، این مرحله به فرآیند قبل از پخت اضافه می شود. به طور معمول، لعاب متشکل از اکسیدهایی است که ظاهر مطلوبی را به محصول می دهد. مواد خام در آسیاب ، آسیاب می شوند.
مرحله 8: شلیک
سرامیک ها که به عنوان تف جوشی یا متراکم شدن نیز شناخته می شوند، از طریق یک فرآیند حرارتی کنترل شده عبور می کنند که در آن اکسیدها به یک جسم متراکم و منسجم تشکیل شده از دانه های یکنواخت تبدیل می شوند. برخی از نکات کلی که در مورد انواع مختلف محصولات نهایی پخت باید به خاطر بسپارید:
زمان پخت کوتاه محصول نهایی متخلخل و چگالی کم را به شما می دهد.
زمان پخت کوتاه – متوسط منجر به تولید محصولات ریز دانه و با استحکام بالا می شود.
زمان شلیک طولانی محصولی درشت دانه تولید میکند که در برابر خزش مقاوم است. این به این معنی است که وقتی مواد برای مدت طولانی تحت بار قرار می گیرند، پیچیدگی نمی یابد.
فیلترپرس صفا چگونه به تولید سرامیک کمک میکند؟
خلاصه:
این اختراع یک صفحه فیلتر پرس برای تولید سرامیک را نشان می دهد.
که در آن یک قاب صفحه اول و یک قاب صفحه دوم به طور ثابت در بدنه صفحه فیلتر جوش داده می شوند، دو پارچه فیلتر به ترتیب در قسمت اول چیده شده اند. قاب صفحه و قاب صفحه دوم، یک محفظه فیلتر بین هر دو پارچه فیلتر تشکیل می شود، یک انتهای قاب صفحه اول و قاب صفحه دوم که از محل جوشکاری بدنه صفحه فیلتر دور هستند، به طور ثابت با یکدیگر متصل می شوند. شاتون ها با هم، شاتون ها از ساختار توخالی هستند، محفظه های فیلتر در قاب صفحه اول و قاب صفحه دوم از طریق ساختارهای توخالی شاتون ها ارتباط برقرار می کنند، یک لوله تغذیه به میله های اتصال متصل می شود.یک مجموعه پرس بالایی و یک مجموعه پرس پایینی به ترتیب در بدنه صفحه فیلتر چیده شده اند، مجموعه پرس بالایی شامل یک میله انتقال اول، یک صفحه پرس بالایی اول و یک صفحه پرس بالایی دوم و لبه های اولین صفحه پرس بالایی و دومین صفحه پرس بالایی به طور ثابت از طریق اولین میله های اتصال جوش داده می شود.
این اختراع مربوط به صفحه فیلتر فشرده کننده، به ویژه به صفحه فیلتر فشرده کننده یک فیلتر پرس برای تولید سرامیک است و به حوزه فنی فشرده سازی و فیلتر کردن فیلتر پرس ها تعلق دارد.
فیلتر پرس برای تجهیزات جداسازی جامد از مایع استفاده می شود. یک صفحه پرس برای فشار دادن مواد خام در صفحه فیلتر، به طوری که هدف جداسازی جامد از مایع برآورده می شود.
به عکس توجه کنید:
شکل. 1 یک نمای شماتیک از ساختار کلی صفحه است.
شکل. 2 نمای شماتیکی از ساختار اتصال قاب اول و دوم صفحه است.
شکل. 3 نمای شماتیکی از ساختار مجموعه فیلتر پرس است.
شکل. 4 نمای شماتیکی از ساختار مجموعه فیلترپرس است.
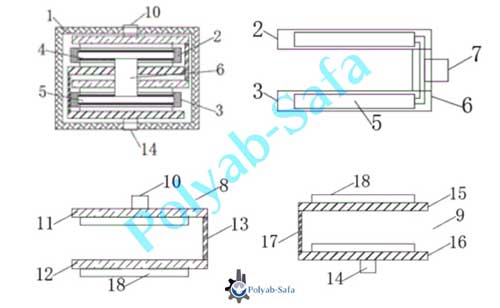
در شکل: 1. بدنه صفحه فیلتر. 2. قاب صفحه اول. 3. قاب صفحه دوم. 4. یک پارچه فیلتر; 5. محفظه فیلتر. 6. یک میله اتصال; 7. یک لوله تغذیه; 8. یک مجموعه پرس بالا. 9. فشار دادن مونتاژ. 10. اولین میله انتقال. 11. اولین صفحه فوقانی. 12. صفحه بالایی دوم. 13. پیوند اول; 14. میله انتقال دوم; 15. اولین صفحه فشار پایین تر. 16. دومین صفحه فشار کمتر. 17. لینک دوم; 18. اکسترود کردن بلوک ها.
توصیف همراه با جزئیات :
مثال :
همانطور که در شکل 1-4 نشان داده شده است، صفحه فیلتر پرس فیلتر پرس برای تولید سرامیک شامل یک بدنه صفحه فیلتر 1، یک قاب صفحه اول 2 و یک قاب صفحه دوم 3 به طور ثابت در بدنه صفحه فیلتر 1، دو پارچه فیلتر جوش داده شده است. 4 به ترتیب در قاب صفحه اول 2 و قاب صفحه دوم 3 مرتب شده اند، یک محفظه فیلتر 5 بین دو پارچه فیلتر 4 در قاب صفحه اول 2 و قاب صفحه دوم 3 تشکیل شده است، یک انتهای قاب صفحه اول 2 و قاب صفحه دوم 3 که با بدنه صفحه فیلتر 1 از موقعیت جوش دور هستند، به طور ثابت با یک شاتون 6 به یکدیگر متصل می شوند، میله اتصال 6 در ساختار توخالی است، اتاق های فیلتر 5 در صفحه اول. قاب 2 و قاب صفحه دوم 3 از طریق ساختار توخالی شاتون 6 ارتباط برقرار کرده و مرتب می شوند.یک لوله تغذیه 7 روی شاتون 6 وصل شده است، بدنه صفحه فیلتر 1 به ترتیب دارای یک مجموعه پرس بالایی 8 و یک مجموعه پرس پایینی 9 است، مجموعه پرس بالایی 8 شامل اولین میله انتقال 10، اولین پرس بالایی است. صفحه 11 و صفحه پرس بالایی دوم 12، لبه های اولین صفحه پرس بالایی 11 و دومین صفحه پرس بالایی 12 از طریق اولین شاتون 13 جوش داده شده و ثابت می شوند، میله انتقال اول 10 به مرکز قسمت بالایی متصل می شود. سطح اولین صفحه پرس فوقانی 11 و به بیرون از صفحه انتهایی بالایی بدنه صفحه فیلتر 1 امتداد می یابد، مجموعه پرس پایینی 9 شامل میله انتقال دوم 14، اولین صفحه پرس پایینی 15 و دومین صفحه پرس پایینی 16 است.لبه های اولین صفحه پرس پایینی 15 و دومین صفحه پرس پایینی 16 از طریق میله اتصال دوم 17 جوش داده شده و ثابت می شوند و میله انتقال دوم 14 به مرکز سطح پایینی دومین صفحه پرس پایین 16 وصل می شود و از قسمت انتهایی بدنه صفحه فیلتر 1 خارج می شود.
انتهای میله انتقال اول 10 و انتهای میله انتقال دوم 14 که از بدنه صفحه فیلتر 1 خارج می شود با یک مکانیزم محرک به بیرون متصل می شوند. مساحت بلوک اکستروژن 18 کوچکتر از مساحت پارچه فیلتر 4 در دو طرف محفظه فیلتر 5 است، مایع از پارچه فیلتر 4 جدا می شود و جامد در محفظه فیلتر 5 که توسط این دو تشکیل شده است باقی می ماند.
به طور خاص، هنگامی که از فیلتر پرس استفاده می شود، مواد خام از طریق لوله تغذیه 7 روی شاتون 6 تغذیه می شوند، مواد خام به محفظه های فیلتر 5 قاب صفحه اول 2 و قاب صفحه دوم 3، اولین انتقال منتقل می شوند. میله 10 و میله انتقال دوم 14 به ترتیب توسط ساختار محرک خارجی هدایت می شوند، بلوک های اکستروژن 18 در قسمت پرس بالایی 8 و جزء پرس پایین 9 در بدنه صفحه فیلتر 1، محفظه های فیلتر 5 را در قاب صفحه اول اکسترود می کنند. و قاب صفحه دوم 3، مایع از پارچه فیلتر 4 جدا می شود و مواد جامد در محفظه های فیلتر 5 که توسط دو پارچه فیلتر 4 تشکیل شده اند، باقی می مانند تا کل فرآیند جداسازی جامد-مایع تکمیل شود.
اگرچه تجسمی از صفحه فیلترپرس صفا نشان داده شده ، اما متخصصان درک خواهند کرد که می توان تغییرات، اصلاحات، جایگزینی ها و تغییرات مختلفی را بدون انحراف از اصول در آن ایجاد کرد.


درباره نویسنده